


Resolution is one of the most important factors to take into account when considering different 3D printers and extends beyond the minimum layer height value that many people are familiar with. In fact, minimum layer height tends to be a poor representation of a 3D printer’s quality.
In this guide, you’ll learn about each of the different components associated with a 3D printer’s resolution. We’ll go over Z resolution, minimum feature size, X/Y resolution, and layer ovality, to get a complete picture of resolution in 3D printing.
Z Resolution
The best known value associated with a 3D printer’s resolution is the minimum Z layer height. 3D printers construct objects layer-by-layer, and this value describes the thickness of one of these layers. For most FDM machines, the smallest practical layer height is 0.1mm or 100 microns and for SLA machines, 0.025mm or 25 microns.
Many FDM manufacturers will list minimum Z layer heights as low as 10 microns. While this is technically possible, printing layers as thin as 10 microns on FDM machines is impractical. Most stepper motors are capable of moving that platform by as little as 10 microns, but FDM extruders cannot control the flow of filament precisely enough to produce clean results. For this reason, 10 micron prints on FDM machines often end up looking worse than 100 micron prints even though the individual layers may be finer.
When to use thinner layers
In many cases, using thinner layers has few to no advantages and only serves to increase print time. Thinner layers are most useful for improving the surface finish on parts that have diagonal or curved surfaces. Formlabs has a great illustration of this concept below.

Image Source: Formlabs
Minimum Feature Size
For FDM machines, minimum feature size is a function of the diameter of the print nozzle. The most common nozzle diameter is 0.4mm and ergo, the smallest feature that can be printed is 0.4mm. Many printers allow their nozzles to be swapped out and 3rd party upgrades can be purchased with diameters as narrow as 0.15mm. This concept applies to features that stand on their own such as towers and spikes and isn’t applicable to components like text embossed onto the side of an object. We’ll go into greater depth on embossed features in the ‘X/Y Resolution’ section.
It’s important to keep in mind that smaller features are more easily deformed by heat in FDM printing. Tall and thin towers often fail because the heat of the molten plastic and nozzle cause the structures to soften.

Formlabs Form 2 printed and hand painted figure from Modern Life: Image Source
In SLA printers, minimum feature resolution is a function of the spot size of the laser. Because SLA printing doesn’t involve the same thermal stresses as FDM, tall thin towers are more viable and small features are easily resolved.
X/Y Resolution
X/Y resolution breaks your printer down to its bare hardware and is determined by the minimum rotation of your stepper motor and mechanics of the machine. Lithophanes are useful objects for explaining X/Y resolution.
A lithophane is an image that has been extruded in three dimensions such that the dark components of the image are thicker than light components. When a light is shone through, thicker portions of the model will appear darker and the original image appears. Learn the 3 Steps for Creating Your Own Lithophanes here!
Lithophanes are printed vertically rather than flat on the platform because the resolution in the X and Y axis is often better than the resolution in the Z axis. Below is an example of the cross section of a lithophane. X/Y resolution describes the minimum possible deviation of your nozzle or laser spot and often falls on the scale of 16 microns though this can vary by machine.

Cross section of a lithophane in Formlabs’ PreForm Software
In FDM printers, there are other factors to take into account when considering X and Y resolution. FDM printers that use a direct drive extrusion setup carry weight above the nozzle that can translate to excessive inertia at high speeds. This leads to an effect called banding where vertical deviations become visible in a model and X/Y resolution is decreased. CoreXY setups reduce this effect through clever kinematics that make the X and Y axis independent of any one motor.
Layer Ovality
Layer ovality is one of the more subtle parameters to take into account when considering 3D printer resolution. When layers are deposited in FDM printing, the outer bounds take on an oval shape which contributes to a rougher surface finish and poor transparency.
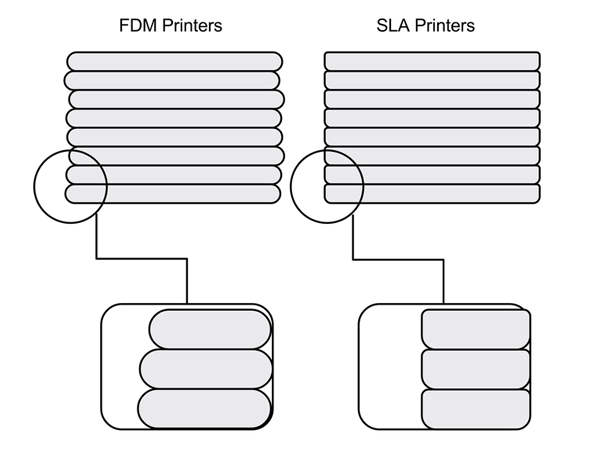
Image Source: Formlabs
Layers created by SLA printers have inherently less ovality than those created via FDM. Laser-based stereolithography creates layers that are more rectangular and this allows for a smoother surface finish and superior transparency.
Sanding parts is a great way to decrease the ovality of the exterior layers and improve surface finish. Coatings like XTC-3D work by filling the gaps between layers to produce a smooth and transparent part. Taulman3D created an excellent illustration of this effect that you can learn more about on their T-glase optics page.

Image Source: Taulman3D
Each of the 4 components of resolution in 3D printing will impact your final print quality. To gain a greater understanding of resolution in 3D printing especially in regards to SLA, check out Formlabs’ post What Does Resolution Mean in 3D Printing?
![]()
The post 4 Things You Need to Know About 3D Printing Resolution appeared first on Pinshape 3D Printing Blog | Tutorials, Contests & Downloads.
Source: 4 Things You Need to Know About 3D Printing Resolution

Laisser un commentaire